




自动驾驶
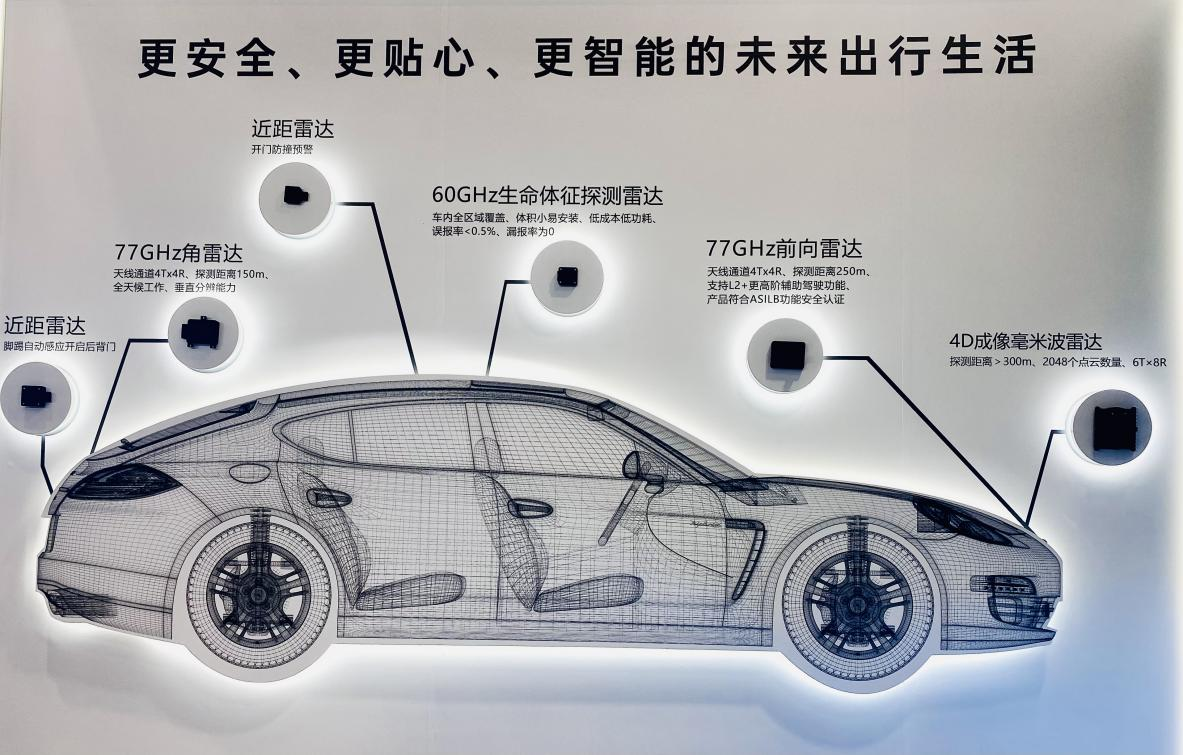
牵头行业标准,拓展海内外市场,坚持“国产化超越” 楚航科技巩固毫米波雷达行业领先地位
楚航科技亮相2024北京国际车展,全面展现品牌最新的产品与技术阵容,包括已实现国产化替代的全线第五代迭代版量产雷达产品,以及第六代创新雷达产品及技术。

自动驾驶
极致性价比,差异化价值,标准化量产丨鉴智机器人于北京车展发布全栈升级的汽车智能化解决方案
2024北京车展,鉴智机器人重磅发布“极致性价比,差异化价值,标准化量产”的多款汽车智能化解决方案。


智能电动车
加速汽车智能化转型,打造新质生产力引擎—CICV2024 6月18日在京开幕
第十一届国际智能网联汽车技术年会(CICV 2024)定于2024年6月18-20日在北京·北人亦创国际会展中心举办

新闻资讯
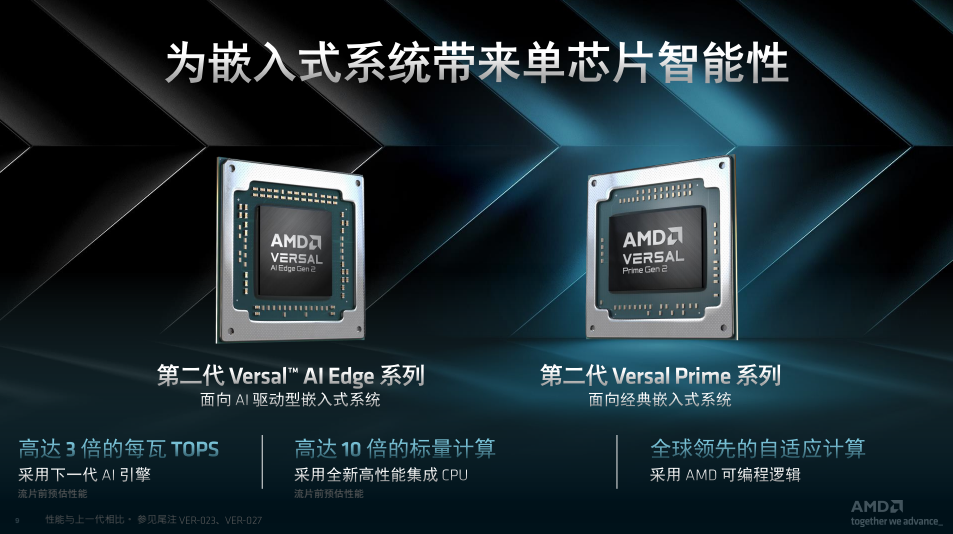
AMD向AI边缘计算开战,单芯片智能为嵌入式系统而生
继第一代VersalITM AI Edge自适应SoC之后,AMD又发布了第二代VersalTM自适应SoC,为边缘计算打开了方便之门。








